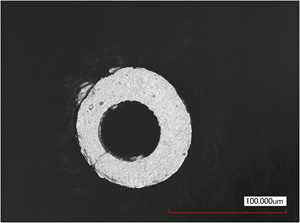

SUS304 φ0.03 t=0.2
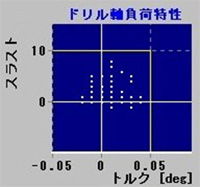
使用钻头 φ0.03 波长0.6
| 加工条件 | |
|---|---|
| 扭矩极限 | 0.05 |
| 副扭矩极限 | 0.05 |
| 推力极限 | 10 |
| 副推力极限 | 10 |
| 主轴马达转速(min-1) | -1000 |
| 钻头马达转速(min-1) | 3000 |
| 进料速度(mm/min) | 2 |
| 加工数据 | |
| 最大扭矩 | 0.02 |
| 最大推力 | 7 |
| SB次数 | 0 |
| 加工时间(min) | 5.8 |
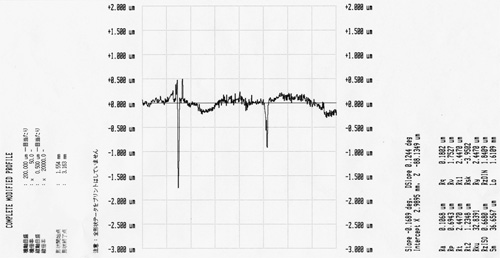
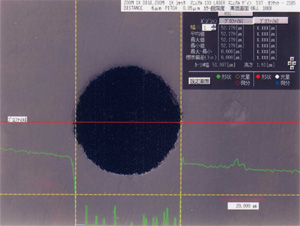
对BK7(蓝板玻璃)的加工
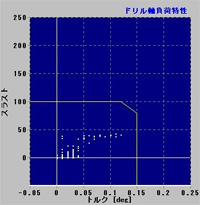
使用钻头
三菱材料 神户工具
MSE0010SB φ0.1×1.2
| 加工条件 | |
|---|---|
| 副扭矩极限 | 0.12 |
| 推力极限 | 100 |
| 副推力极限 | 80 |
| 主轴马达转速(min-1) | 2000 |
| 钻头轴马达转速(min-1) | 3000 |
| 加工深度 | 1 |
| 进料速度(mm/min) | 5 |
| 加工数据 | |
| 最大扭矩 | 0.12 |
| 最大推力 | 40 |
| SB次数 | 0 |
| 加工时间(分) | 3.8 |