高精度加工委托事例
在机械设备领域,不仅生产R型加工、薄壁加工、特殊螺丝等设备零部件,还生产夹具和检查工具。
在汽车、航空宇宙领域,除阀门部件外,还有F1向部件、二轮刹车部件、节气门轴、治具和检具等实绩。
锥形部和薄板部的切削面的完工工序受到好评。
我们根据客户的要求生产产品,同时也提出切削加工的技术提案。
零件供给装置 SKH
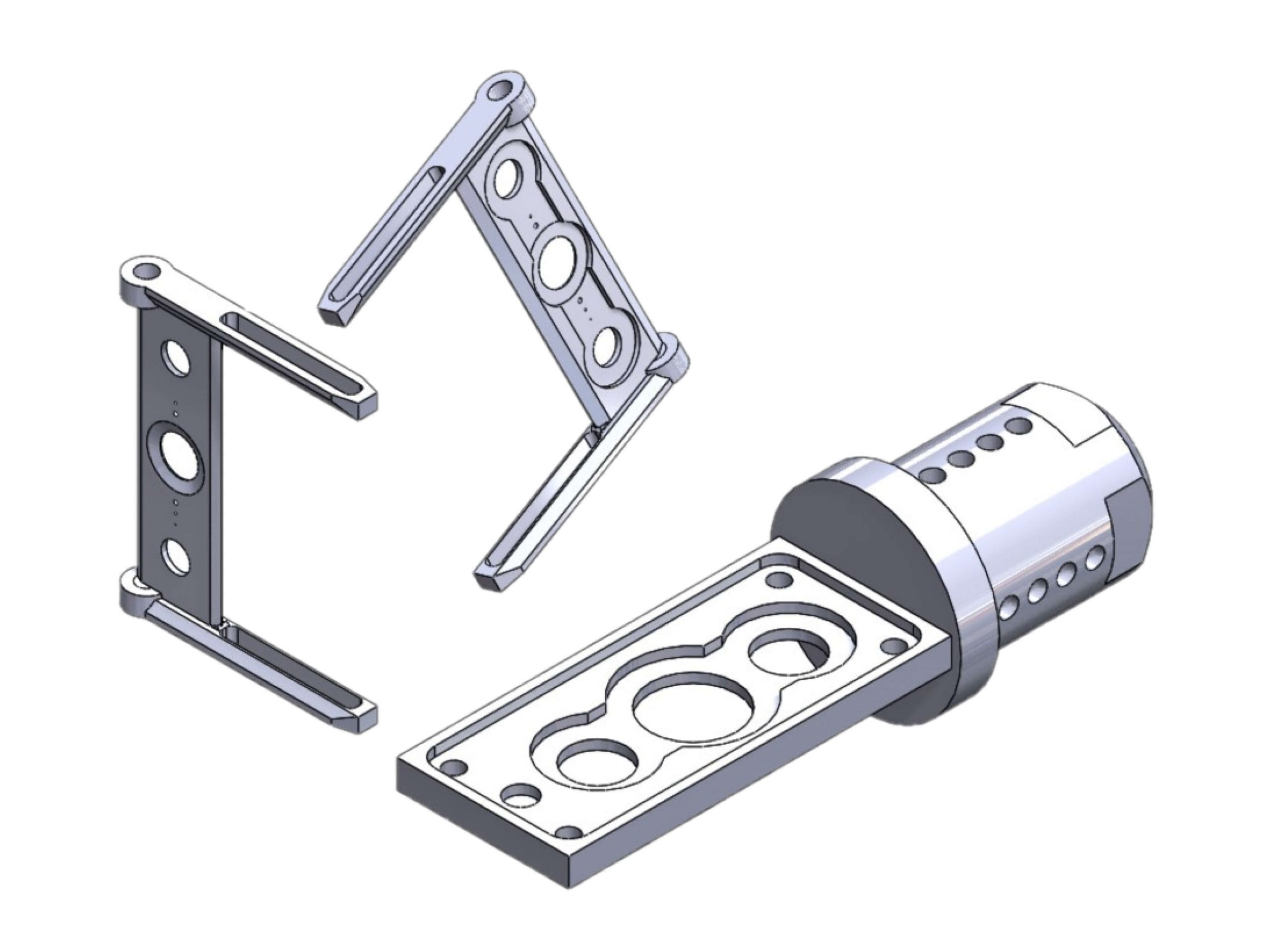
电子显微镜零件 A5052、A5056。
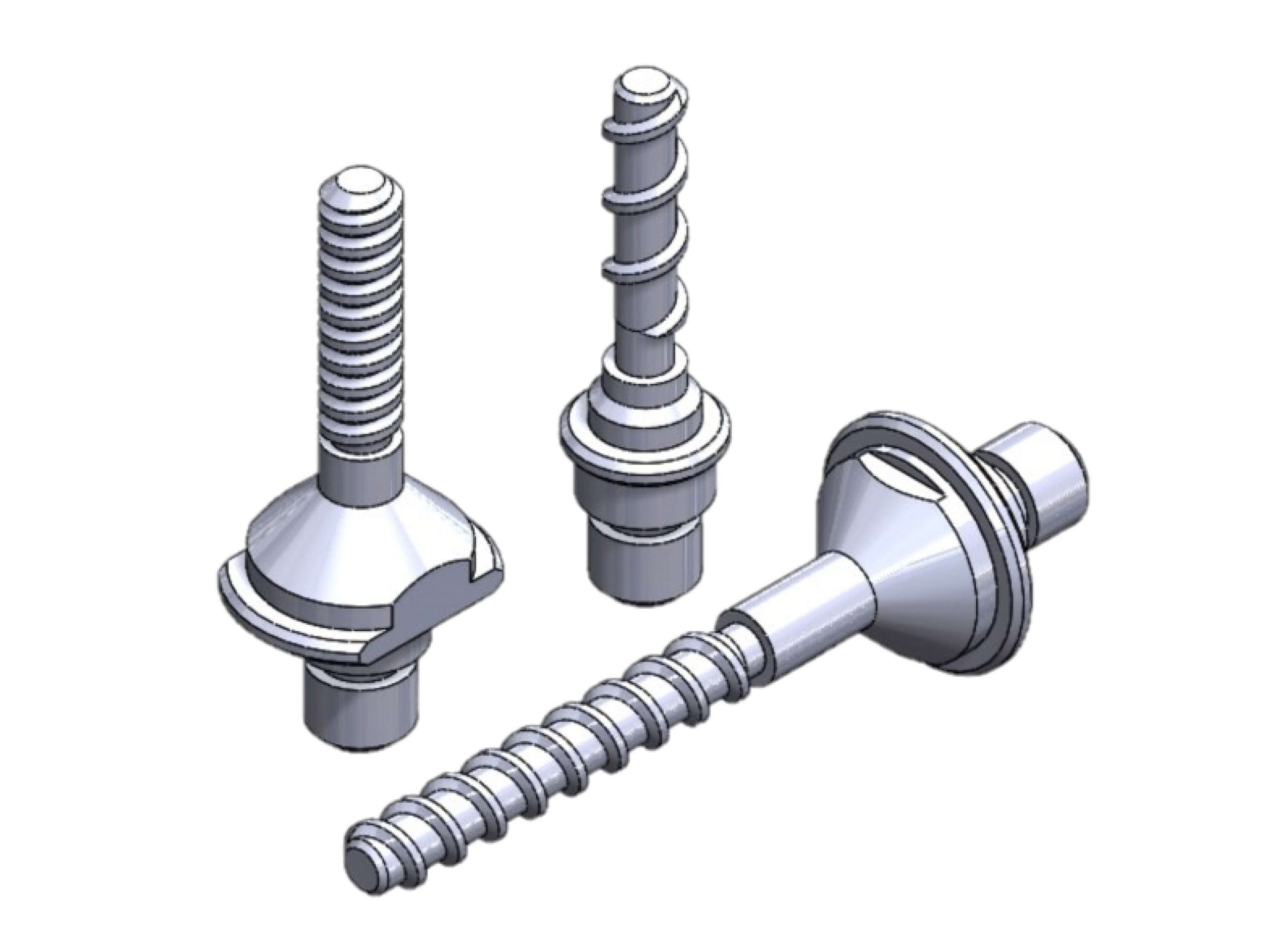
特殊螺钉 SUS304
涂抹润滑油喷嘴部件 小孔径加工

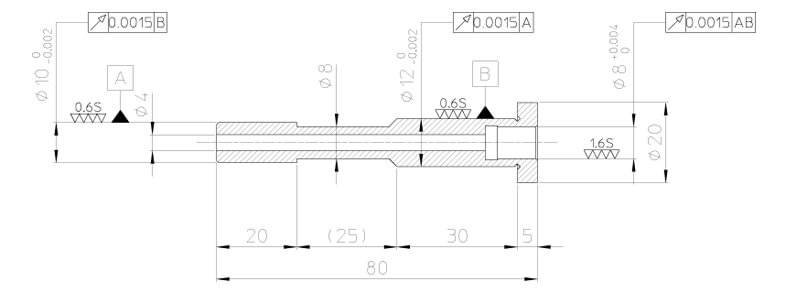
传动轴 SUS420J2
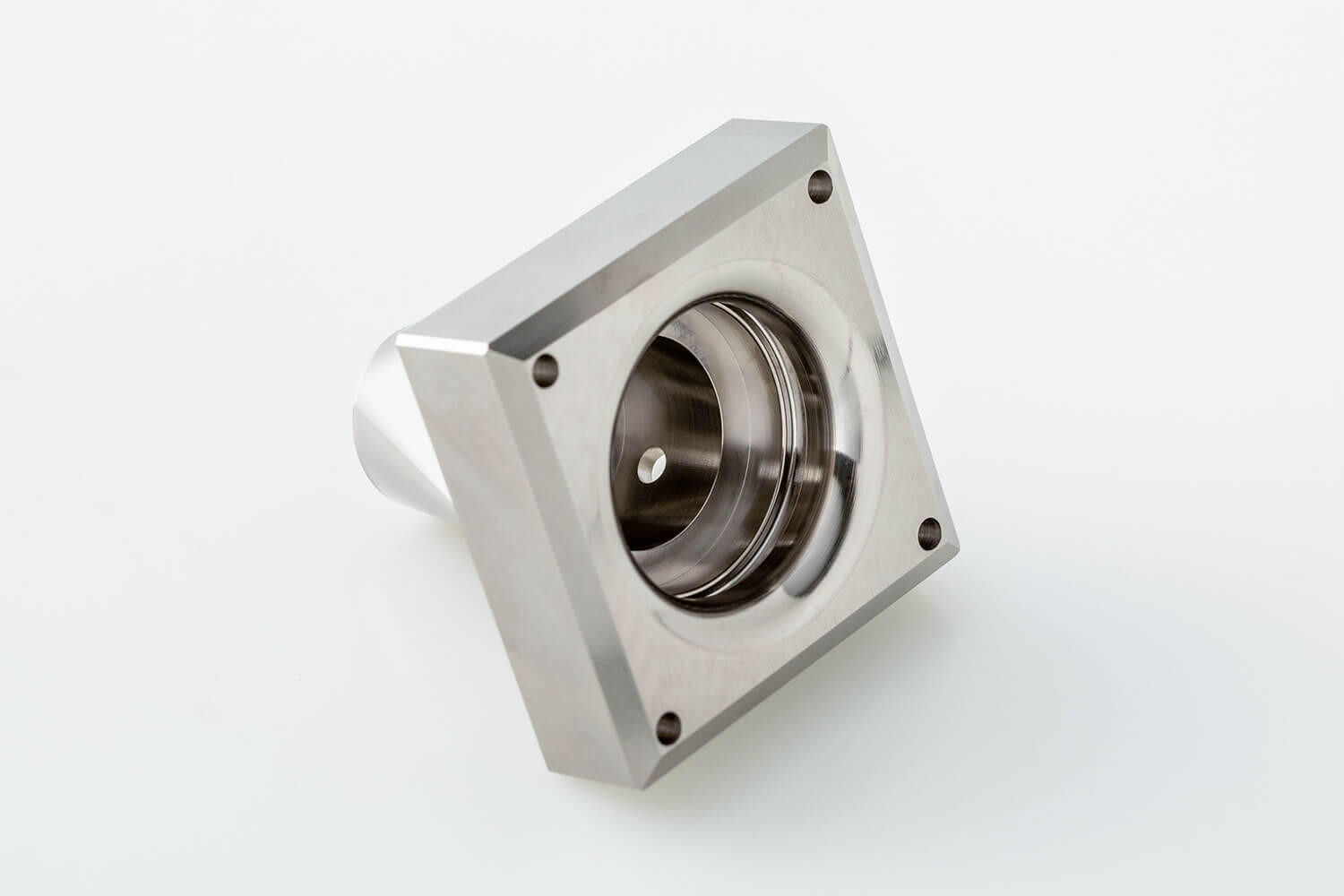

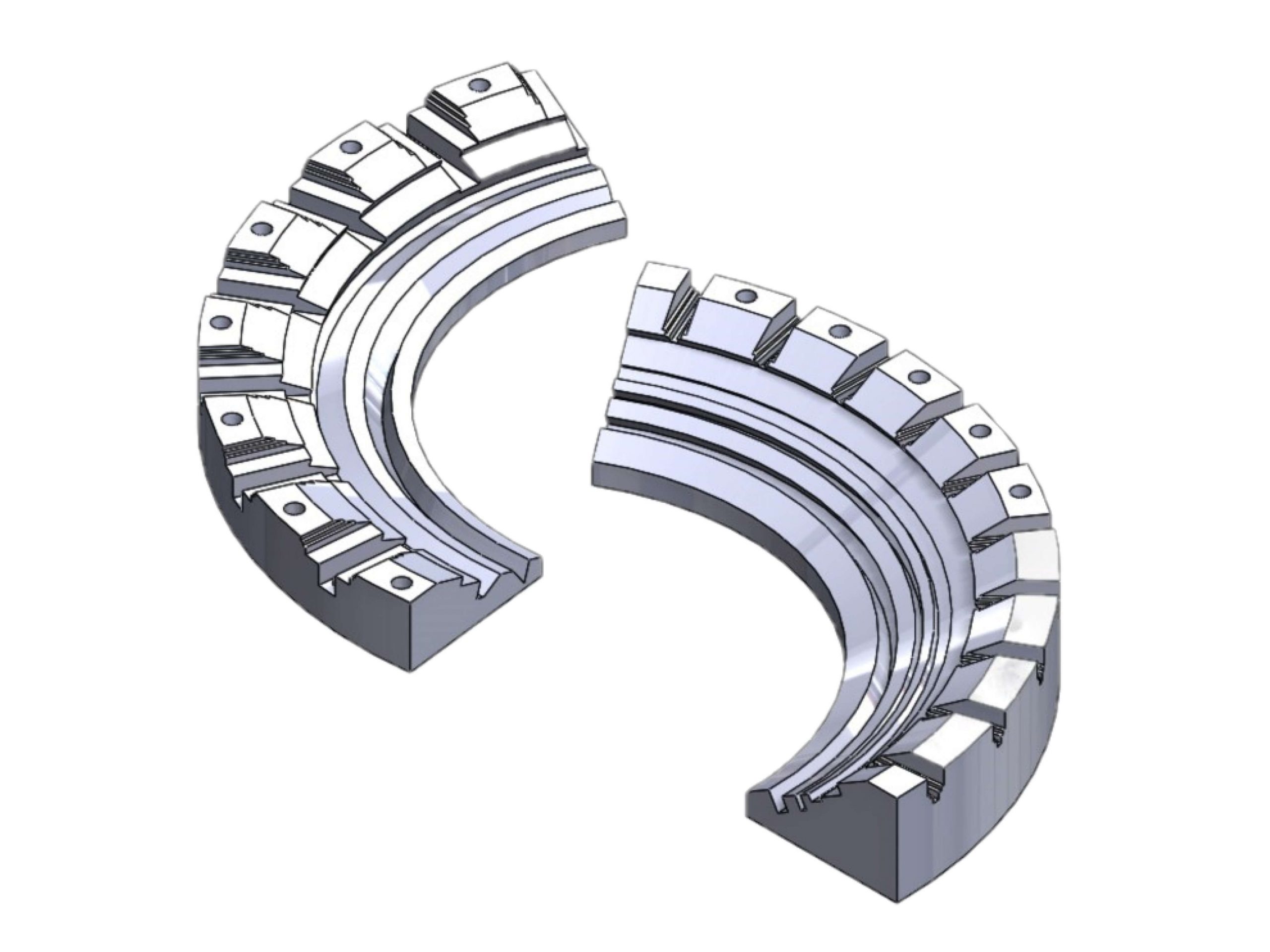
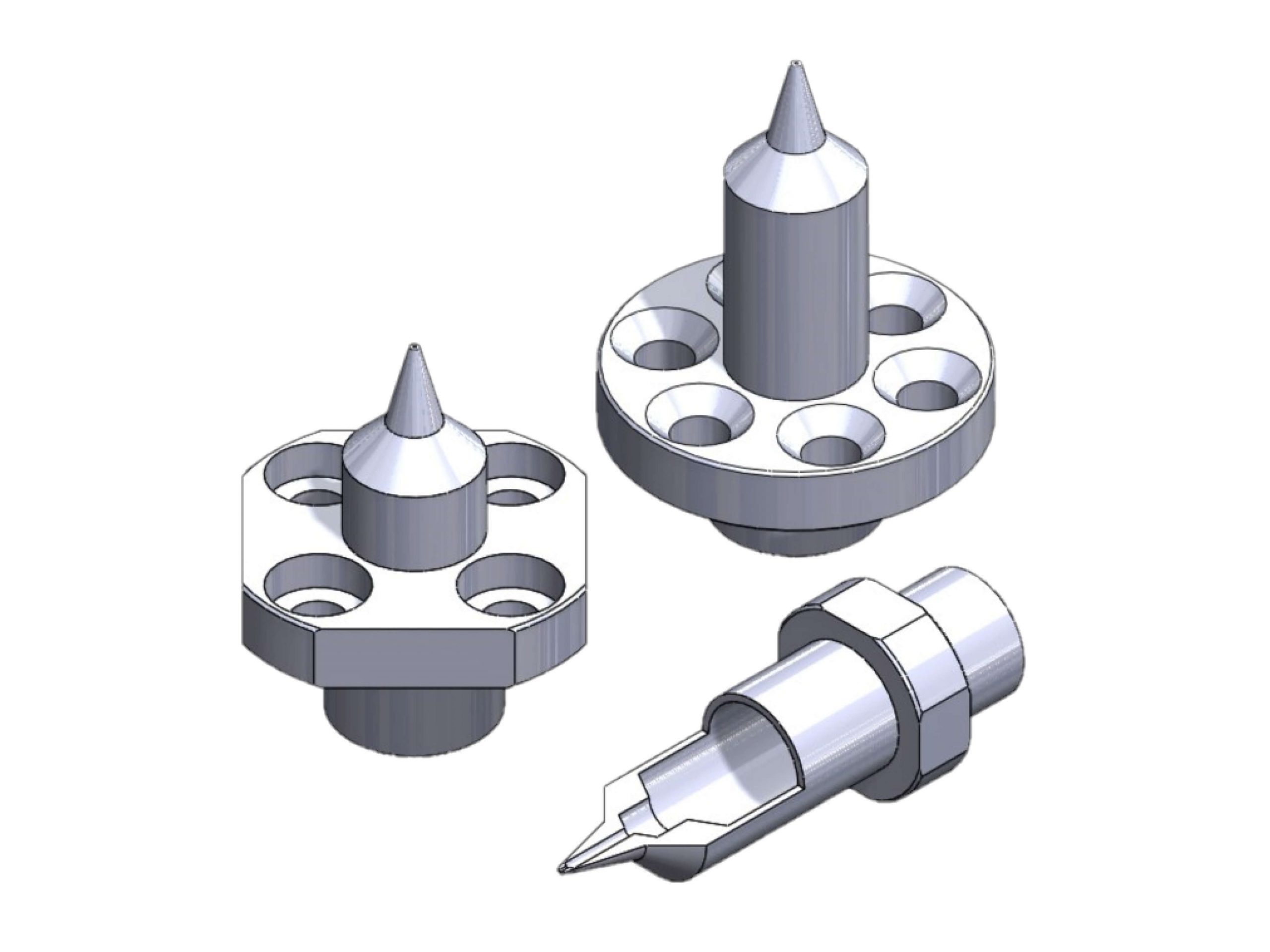
三维加工样品
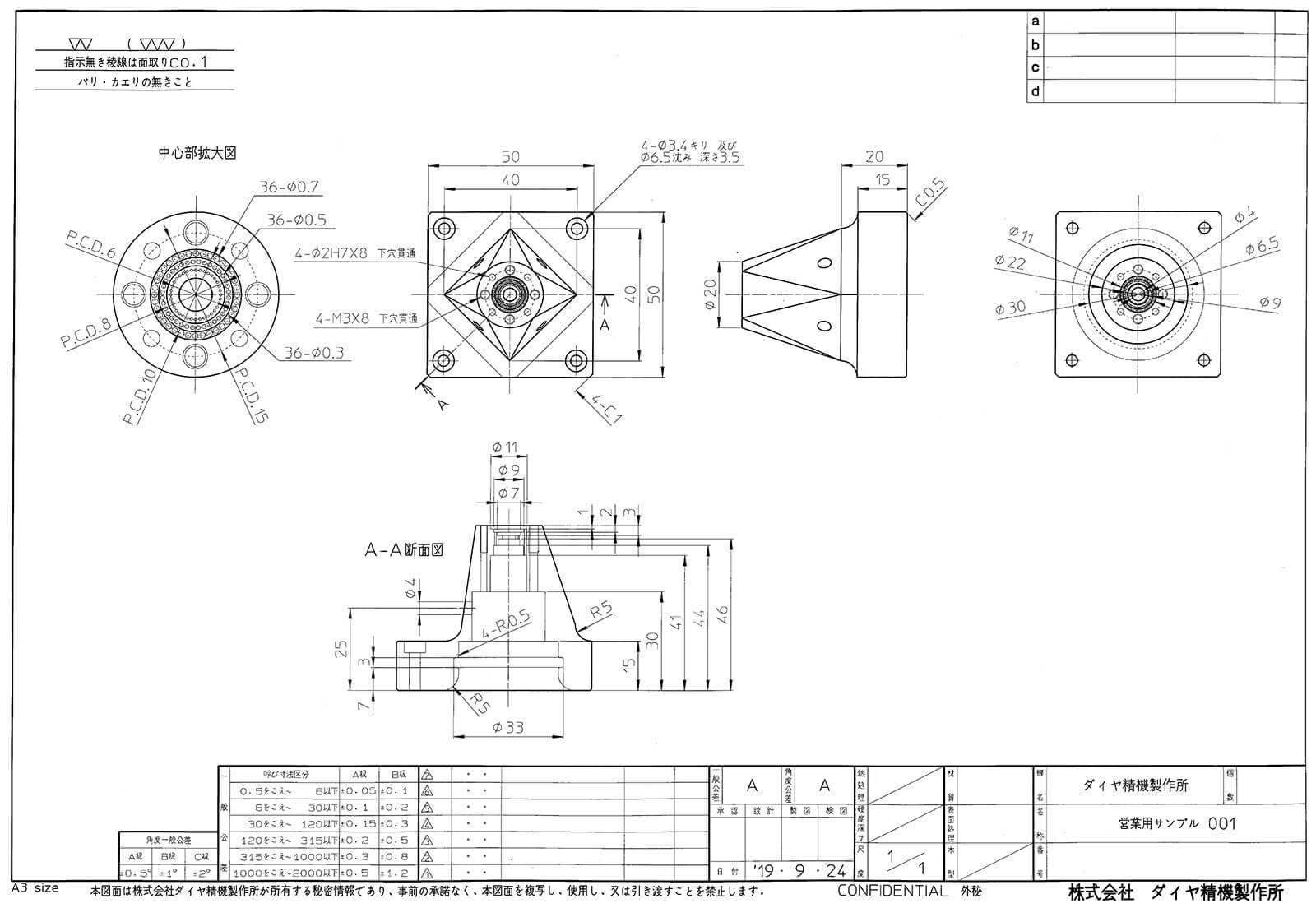
三维加工样品图
表面磨削工艺
通过表面磨削,可以实现±0.001mm的表面间距。 平整度也因形状和材料的不同而不同,但我们可以对100毫米见方的钢材研磨0.002mm,对200mm见方的钢材研磨0.005mm。 (我们还可以研磨铝、黄铜、钛等材料。)
成型工艺
平面加工
| 钢铁 | 非铁 | |
| 100平方平整度(mm) | 0.002 | 0.005 |
| 200平方平整度(mm) | 0.005 | 0.010 |

三维形状加工
本公司的5轴控制加工机(立式加工中心)可进行3维加工。
本公司引进3D CAD系统,研究最佳的加工方法、加工条件、治具,将各种材质加工成高精度。
5轴控制立式加工中心

DMG 森精机 NMV3000
φ350×300 32个卡盘 工具数:121根
圆筒磨削加工
刃形加工
圆筒磨削加工是从棒材加工到热处理、润饰、表面处理的一致生产,所以能提供各种形状、材质的最佳高精度加工方法。样品是表面粗糙度0.4S、振动精度0.001mm加工后的主轴示例。
| 研磨磨痕 | 0.4S |
| 摆动 | 0.001 |